1) Installation Location: Indoors;
2) Operating Temperature: Average annual temperature 20.6°C, maximum 45°C, minimum -2°C;
3) Power Supply:
Power Supply: AC 380V = 10%, 50Hz + 2%, three-phase, five-wire AC. To ensure stable operation of the CNC system and immunity to electromagnetic interference from the welding machine, Party A must provide an independent grounding electrode, ensuring that the robot’s ground electrode is separate from the welding power supply’s ground electrode, with a grounding resistance no greater than 32Ω.
Compressed Air: Pressure 0.45-0.7mA, water, oil, and impurity levels complying with GB/T13277.1-2008, flow rate 4m/h. Welding Shielding Gas: Carbon dioxide (CO2) (for flux-cored wire), purity >99.5%, pressure 0.2-0.3MPa;
Flow Rate: 40-50L/min for automatic welding stations. Pipeline connections are located near the equipment.
4) Energy Supply Method: All energy sources will be supplied via a mains connection to the side of the plant column near the equipment, within 10 meters of the production workstation. Compressed air and carbon dioxide pipelines will be arranged near the column near the equipment, with valves installed at the ends of the pipelines and standard flanges and pipe joints at the bottom of the valves. Party B will be responsible for the fabrication and installation of all connecting pipes and elbows between the pipeline flanges and the equipment provided by Party B.
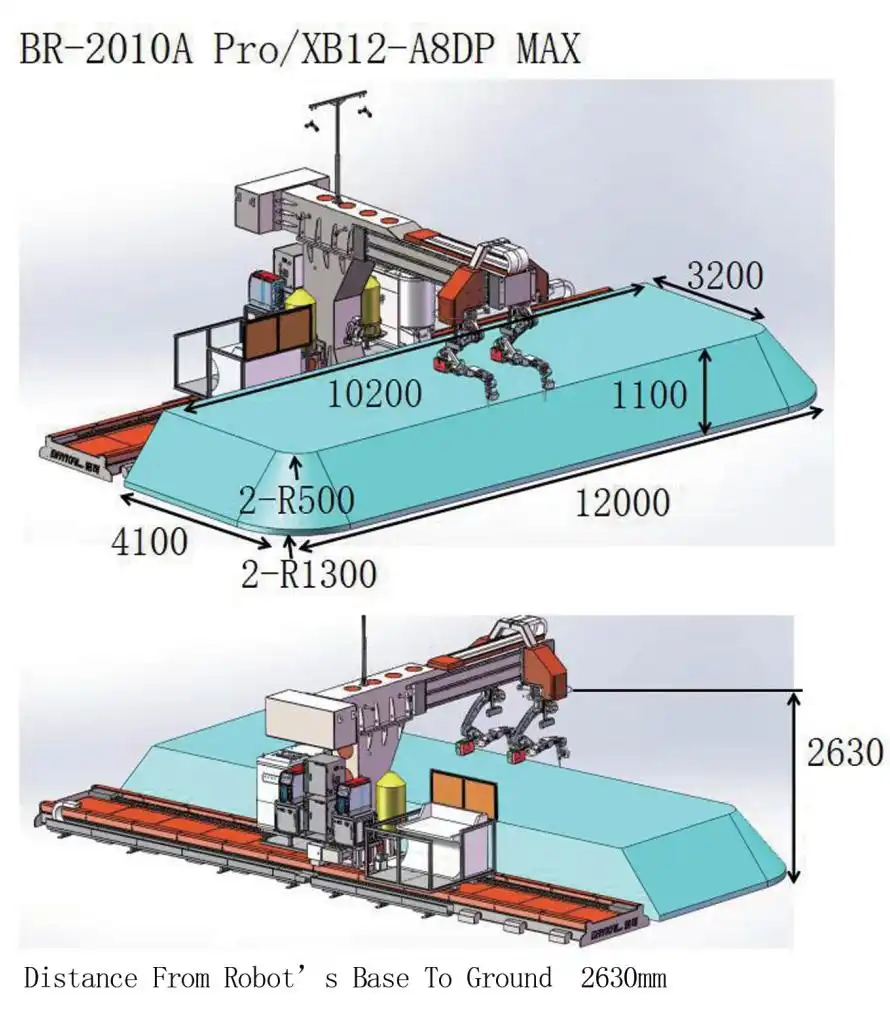
5) Equipment Installation Site: The concrete floor depth must be at least 200mm.